第32回 「機械加工職場の生産性向上」
|
|---|
前回は、機械加工職場は「単に各設備に稼働率向上を指示しても、稼働率は上がらない」と言うことを紐解きました。そのうえで、多くの企業において「流れをつくり、コントロールする」という仕組みの欠如、または不足こそが機械加工職場の問題の本質であると述べました。 今回は「流れをつくり、コントロールする」とは何なのか、そしてそれはどのように構築していくのかを解説していきます。まずは具体的な話に入る前に、「流れ」とは何かを考えてみましょう。
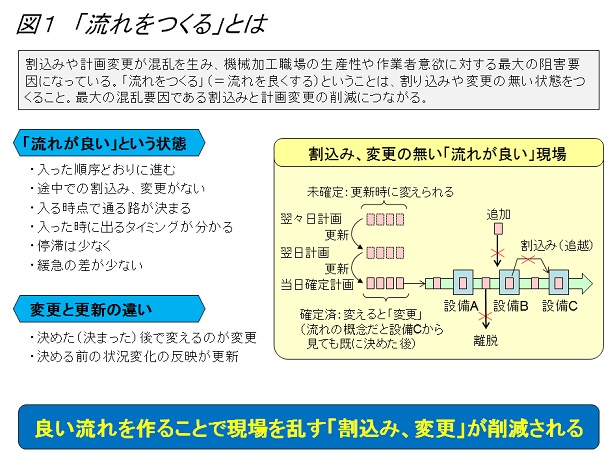
国語辞典で【流れ】という単語を調べると最初に、 「液体や気体が流れること。また、その状態や、そのもの。」とあります。 ※出展:大辞泉(小学館) 「流れ」の説明が「流れること」では分かりにくいので、英英辞典を見てみます。 「smooth steady movement of liquid, gas, or electricity」 ※出展:ロングマン現代英英辞典(ピアソン・エデュケーション) 「液体、気体、電気のなめらかで安定した動き」とあります。このように「流れ」という言葉そのものに、本来は「なめらかで安定した動き」という意味が込められています。 生産を行うとモノが動きます。モノが貯められていたり、順序が入れ替えられたり、急に割込んだり飛び越えたり、要らなくなって止まったりする動き方しているのが、生産性が向上しない機械加工職場です。 機械加工職場に「流れをつくる」とは、生産の「なめらかで安定した動き」を作るということです。日本語の語感としては「流れを良くする」の方がしっくりくるかもしれません。 「流れが良い」という状態では、先頭工程に入った順序どおりに進み、途中での割込み、変更がなく、生産着手時点で通る路(設備)が決まっていて、出る(完成)タイミングが分かり、停滞は少なく、緩急の差が少ない状態です。 割込みや計画変更が混乱を生み、機械加工職場の生産性に対する最大の阻害要因になっています。「流れをつくる」(=流れを良くする)ということは、割り込みや変更の無い状態をつくること。これが最大の混乱要因である割込みと計画変更の削減と防止につながります。(図1)
|
|
|
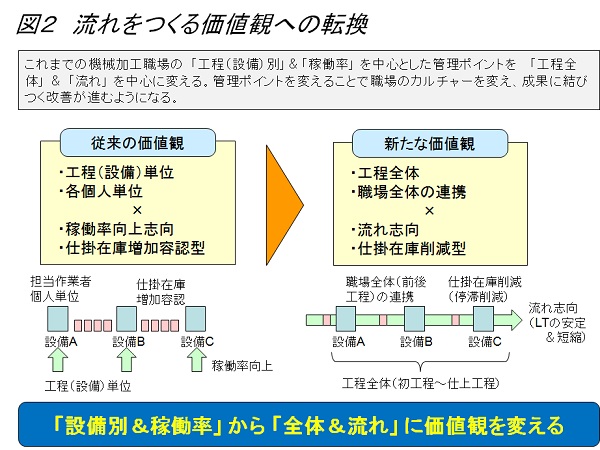
流れをつくることが大切なのですが、いきなり流れづくりに着手しても実際には上手くいきません。具体的な手法や取組みの前に、流れをつくるのに重要なことがあります。 前回「単に各設備に稼働率向上を指示しても、稼働率は上がらない」という事を解説しました。 この背景には、 という考え方、つまり「価値観」が隠れています。 しかも多くの場合、自覚のない暗黙の価値観です。
まず、この価値観を変えることが重要でます。流れをつくるには、 という価値観に転換することが必要です。(図2)
|
|
流れを重視すると工程(設備)によっては段取替えが増加して稼働率が低下する場合があります。この価値観転換を行わないと、該当工程にとっては受け入れられないことになったり、責任者が改善を否定したりすることが発生しかねません。 価値観は無意識な領域にまで浸透しています。数回の説明では理解したつもりでも、なかなか価値観の転換にまで至りません。特に経営トップは注意して古い価値観に基づいた批判や指示を出さないように気をつけていただきたいと思います。
|
|
機械加工職場での流れのつくり方を下記の4つに分けて解説いたします。
③仕掛品は決めた置き場にルールどおりに置く(図3)
|
|
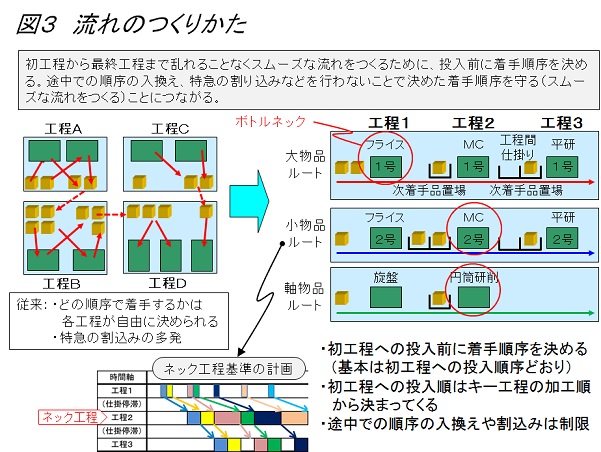
3-① 固定の生産ルートを設定する ある程度の規模であれば、旋盤やフライス盤、NC加工機など複数の工程に対して複数の設備(機械)があります。流れをつくっていない職場では、どの部品をどの設備で加工するかを都度選んでいますが、これを固定します。 まず部品をグループに分けます。多種多様な部品をIE手法のグループテクノロジーを用いて完成までに必要な工程や、モノの大きさ、加工条件などから似た部品群として捉え、それに設備を割当てます。各商品群に割り当てた設備をラインとみなします。 図3右側には例として「大物品」という部品群は「フライス1号機+MC1号機+平研1号機」という生産ルートを使用、「小物品」は「フライス2号機+MC2号機+平研2号機」、「軸物品」は「旋盤+円筒研削盤」という生産ルートが設定されています。
3-② キー工程の加工順序を決め、初工程から順序どおりに着手する 各生産ルートにはライン全体の流れを決めるキー工程があります。一般的には生産能力上のネック工程がそれに当たります。 まれに現状は量的なネックになっていなくても、品種によって条件が異なり条件変更が容易ではないバッチ炉やメッキ槽などがこれに当たる場合もあります。(この場合、ネック工程が第1キー工程、バッチ炉などが第2キー工程となる場合が多い。)、キー工程の段取状況で生産能力が決定されることと、完成日程が決まることから、キー工程の生産順序を決めることがライン全体の流れを決めることになります。そして初工程から決めた順序どおりに着手し、途中での順序の入換えや割込みは制限します。図3下側には工程2がネック工程を基準に流れる様子を示しています。 3-③ 仕掛品は決めた置き場にルールどおりに置く 新しい価値観には「仕掛品は削減する」という考えを入れています。これは気をつけないと仕掛品は増えてしまうからです。そのため流れをつくるには仕掛品の置き場を決めて、ルールどおりに置くということが重要になります。言い方を変えると、ルールどおりに正しい置き場に置く以外には、仕掛品を持たず置かないということです。 工程間にはルートごとに一定量以下しか置けない仕掛品の置き場を設定し、これを「次着手品置場」と呼びます。ルートが決まっているので行き先の設備が決まっており、順序が決まっているので次に着手する品、順序が決まっていて、それらが分かる置き方のルールを設定して置きます。 これが守られないと、工程間の仕掛品がいつの間にか増えてしまいます。仕掛品が増えるとリードタイムが長くなり、完成日が読めなくなり、順序の入換えが発生して、流れが乱れてしまうことになります。
|
|
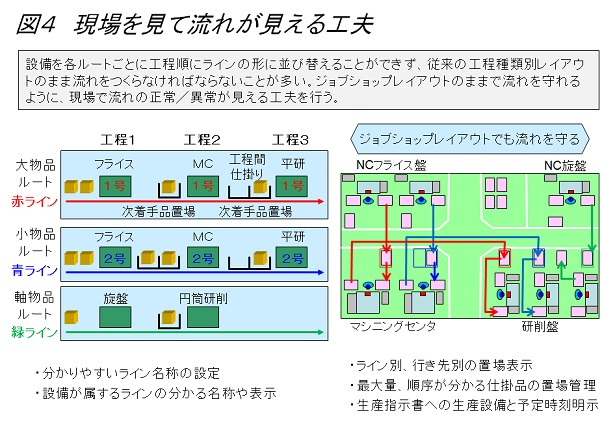
上記①~③を行えば流れがつくれ、それらを守れば大まかな流れは維持できます。それを正しく管理するのが生産計画です。着手順序と各工程を通過する時間を計画し、生産指示として現場に示し、そのとおりに流れているかを確認します。 生産計画が流れ(流し方)を決め、生産指示と予実管理にて実際の流れを維持し、計画の立て方を変えることで流れを進化させるのが、流れをコントロールするということです。 導入段階では価値観を変え、流れをつくります。初期段階ではさまざまな問題が発生して上手く流れないことでしょう。それらの問題を解決してよい流れを実現するということが流れのコントロールの中心になります。 問題が解決されてくると流れが良くなります。しかし機械トラブルや品質問題、新しい品種の導入、人の入れ替わりなど、流れが乱れる要因は都度発生します。気付かないうちに乱れていたということにならないように、維持することにコントロールは移ります。 流れをつくる段階では、現場でも目指す流れが分かる状態をつくることが重要です。そして流れを維持する段階では、もし異常が発生すれば現場で見て分かることが必要です。生産指示に対する予実管理だけでなく、現場を見て流れが見える工夫が必要です。 組立職場などと異なり、機械加工職場ではラインどおりに設備を並び替えることが困難です。設備や置場や動線を色表示したり、仕掛品の置場と順序がひと目でわかり、最大量を超えて置くことが不可能な状態をつくったりして、現場で分かる工夫をします。(図4)
|
|
|
さらにルートを流れるスピードを上げたり、組立工程との同期を目指したり、在庫量を減らしたりなど、流れを進化させることも重要です。 これらの異常検知、対策、再発防止、進化、展開などを含めて機械加工職場全体、あるいは工場全体の流れをコントロールしていくことが大切です。 皆様の工場にて生産性が向上し続け、ますます発展することを願っております。
|
| 株式会社アステックコンサルティング |