第34回 「モノを揃えてなんぼの調達・外注管理」
|
|---|
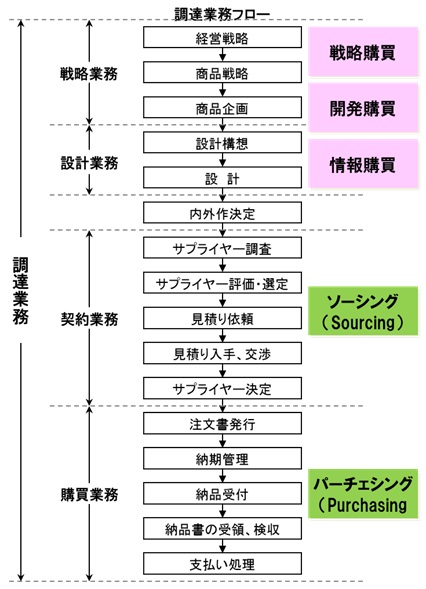
次に、調達(・外注)機能とはどのような機能なのか整理してみましょう。 取引先との関係を構築する上で、調達方針の明確化は重要です。これは、戦略購買の一つのアウトプットと位置づけられ、多くの企業では調達基本方針として全社あるいは部門規定として明文化されている場合が多いです。まだ明文化されていない企業では、この機会に自社(自部門)の調達方針を設定してはいかがでしょうか。具体的には、調達は間口を広くし、多くのサプライヤーからの提案を受ける(門戸開放)、馴れ合いではなく、市場原理を徹底させることを原則とし、弱い調達先ではなく、お互いに向上しあう関係(共存共栄、競存競栄)、パートナーとすべき取引先を選定して積極的に育成する(パートナー化)、といった基本原理を自社の実態に合わせて示します。さらに、外部環境を踏まえて、自社の目指すべき調達の方向性を明確に宣言することが必要です。さらに、外注加工(委託)の多い企業では、内製と外作をどのように活用するのかその基準を明確に定義し取引先への周知も必要です。取引先との問題解決では、この基本方針に則って処理することで、取引先との信頼関係も深まっていくはずです。 |
|
|
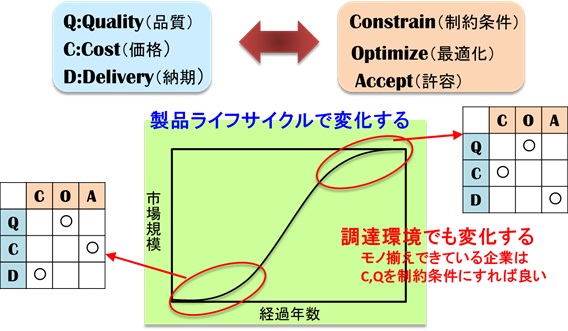
では、実際の製造現場で起こっている眼前の課題に対して、どのように対応すれば良いのでしょうか? しかし、モノづくりをサポートする機能としての最優先すべきはモノづくりできる環境にすること、使うモノが作るタイミングで揃っていることが基本機能ではないでしょうか? 工場は「モノを作ってなんぼ」、調達は「モノを揃えてなんぼ」です。 モノ揃えを良くするということは、製造に間に合わせるための調達改善を最優先に活動するということです。市場レベルの品質、価格であれば、あえてそこの改善は後回しにしても、モノ揃え(納期)を向上させる改善にリソースを割くという割り切りが必要です。 また、経営戦略に整合するということは、例えば事業が成長段階にあれば、生産計画に対応できる新規サプライヤーの開拓・確保を行い、事業機会を損なわないようにモノづくりできるようにする対応が重要となります。一方、事業成熟段階であれば、サプライヤーポートフォリオの最適化によるコスト効率の向上(コスト最優先の調達)が重要となります。企業の成長ステージや戦略の方向性に沿って、調達戦略を見直し、QCD/COAの視点で現状の最重要課題(制約条件)が何なのかを定義すべきです。
|
|
このように、調達の使命は様々に変化する外部環境と内部環境の中で、QCDを最大化することです。この場合、QCDを一様に強化することは現実的ではありません。最重要課題を明確にして制約条件とし、その条件下で最適化する視点と受け容れざるを得ない視点をハッキリさせることが調達戦略の重要な切り口です。
|
|
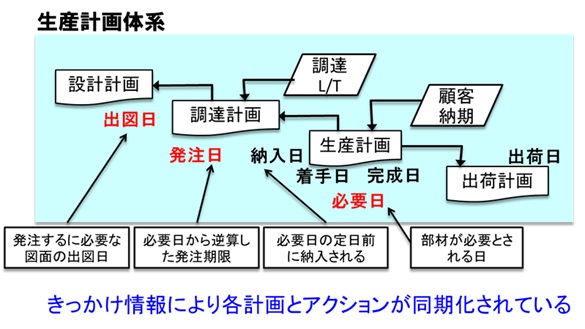
調達における、モノ揃えを改善する上で、情報のコントロール(管理)は非常に重要です。工場におけるモノづくりの基本情報は生産計画です。生産計画と調達計画さらには出図計画などの計画系全体を生産計画体系と位置づけ、其々が同期されて、計画が守られる仕組みに改善することが必要です。生産計画体系における情報コントロールは、きっかけ情報(主として日付情報)を基に何をアクションするかがコントロールのポイントです。 調達活動では、生産計画におけるどの時点で調達品が必要となるかが、調達にとって最重要のきっかけ情報です。必要日から調達リードタイム分を遡って発注しない限り、通常モノは揃いません。これが発注期限となります。発注前には必要とする図面が出図されている必要があります。
|
|
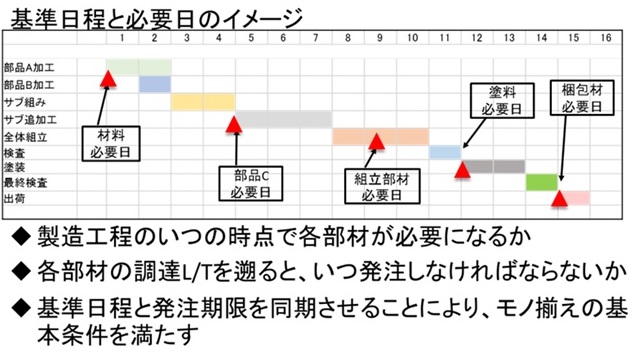
モノ揃えとはこのように、必要日に合わせて上流のきっかけ情報を同期化させることです。 それぞれのタイミングを決めるには、基準日程による管理が有効です。基準日程とは、ある製品を製造する上での標準となる工程表(多くはガントチャートであらわされる)のことです。 基準日程上で必要日を明確にしていきます。特に製造リードタイムの長い製品では、製造着手から1-2ヶ月後に必要日が訪れるケースも多いですから、ある程度細かく設定することが納期の安定と、先行納入による在庫の増大を防ぐことに繋がります。
|
|
一方、製造リードタイムの短い製品では、実用上製造着手日に合わせてモノ揃えを完了することも差し支えないでしょう。JITのように全ての取引先をコントロールできれば理想ではありますが、多くの企業では困難なようです。 そのためには、購入品の標準調達リードタイムを調査し、決めておく必要があります。その場合、1日2日の違いを気にするのではなく、ざっくりと、長納期品、中納期品、短納期品、に大きく3分類し、其々必要日の6ヶ月、1ヶ月、1週間をタイムリミット(各期間は実態に合わせて設定する)として発注完了させるような仕組み(システム)にしておけば、必要日に間に合わなくなるといった事態は防げるでしょう。さらに、前回も述べましたが、組織としての調達活動にして、同じ仕組みの中でお互いがフォロー、協力できる体制にしておくことは当然です。 さらに、もう一つ重要なポイントは、重要な調達品の取引先の負荷状況を定期的に把握する仕組みを作っておくことです。環境変化により標準調達リードタイムでモノが入らなくなるケースがあります。特に景気の上昇局面ではモノの取り合い、加工枠の取り合いが取引先で発生します。このあたりの情報を的確につかむこと、工場内で共有することが、モノ揃えによる混乱回避に繋がります。
|
| 株式会社アステックコンサルティング |