第31回 「機械加工職場の生産性向上」
|
|---|
前回は、機械加工職場は「改善を行いにくく、行っても成果を出しにくく、成果を出しても分かりにくい職場」なのだということを解説しました。しかし、それらは表面上の問題です。 生産性向上をどのように進めればよいのかを考える前に、これらの問題の背景や本質を理解する必要があります。
出来るだけ分かりやすくなるように努力しておりますが、前回の記事の中に理解できないと言いますか、「そうは思わない」、「賛同できない」と感じた部分がありませんでしたか?多くの方に納得いただけないかもしれないと考えているのが、「稼働率向上を狙っても生産性は上がらない」という部分です。 基本的には稼働率が上がれば生産性は上がります。大切なのは「単に各設備に稼働率向上を指示しても、稼働率は上がらない」ということです。各設備に稼働率向上を指示すると何が起きるかを見てみましょう。
|
|
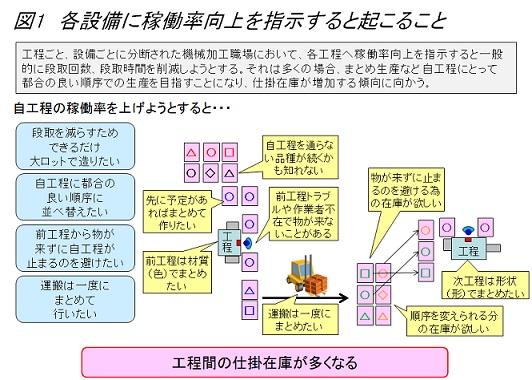
前回の記事で特徴として述べたように機械加工職場では「1設備で1工程、1工程(設備1台)では部品として完成せず、個々の設備は点在し、ワークは複数設備を渡り歩く形態」となります。 このように点在する各設備に対して個別に稼働率向上を指示すると、一般的に段取回数と段取時間を削減しようとします。多くの場合、段取替えが設備の稼働率を落とす最大要因となっているからです。
ロットサイズを大きくすることで段取回数を減らすことができます。現場がロットサイズ(生産品種と生産量)を自由にできると、最初にこの手段が取られがちです。しかし、多品種少量生産では在庫リスクが高いため、現場は指示されたものしか生産できない仕組みになっている企業ではこの手段は取れません。 稼働率向上という面からも、大変な作業は極力避けたいという思いからも、各設備の担当者はできるだけ段取に時間と労力を要しない組み合わせを狙って加工順序の入換えを行います。 例えば、同じ材質だと楽で、材質が変わる大変な工程では、様々な生産指示から材質をまとめて順番に生産していきます。次の工程では材質は関係なく、形状によって段取時間が大きく変わるとすると、同一形状をまとめるように順序を入換えるでしょう。 自工程の稼働率を上げるためには仕掛品をたくさん持つことが必要になります。自工程の前に仕掛品が多ければ多いほど、都合が良くなります。そのためどの工程でも多くの仕掛在庫を抱えるようになります。(図1) |
|
各設備に稼働率向上を指示すると起こるのは「各設備の間に仕掛在庫が増える」ということです。
|
|
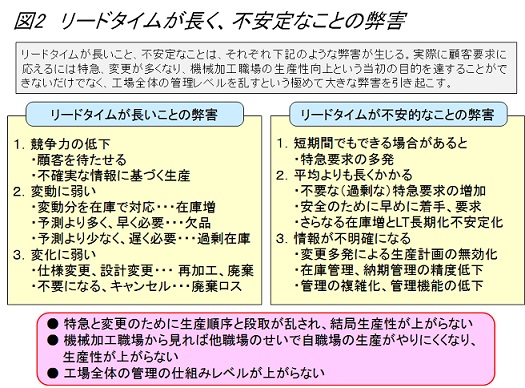
「仕掛在庫が増えると生産性が下がる」と言われると、モノが増え過ぎると置き場所が足りなくなり、入換えや並び替えなど荷扱いが増えるという点では実感できると思います。ただし、その問題は程度の差こそあれ、機械加工職場の問題の「本質」とまでは言えないというのが多くの方の感覚なのではないでしょうか? 仕掛在庫が増えることの弊害は多数ありますが、それらの中でも「リードタイムが長く、不安定になる」ことが生産性に大きな影響を及ぼすのです。 リードタイムが長く、不安定になることで生じる弊害は多岐にわたり、下記にそれらを挙げます。(図2) |
|
①. リードタイムが長くなることの弊害
製品の需要量は変動するものです。リードタイムが長い分だけ変動への対応が遅れることになります。その分を在庫で対応するのであれば、在庫が増えます。在庫で想定した以上に多く、または早く必要になれば欠品に。 性能や品質やコストの改善に設計変更が生じた場合、変更が反映されるのが遅れます。受注生産品にて仕様変更が生じた場合、すでに着手した分が無駄になり新たに作り直す分が特急となります。 ②. リードタイムが不安定になることの弊害
計画の無効化は機械加工職場だけにとどまりません。機械加工職場の納期管理機能が低下すると、組立での欠品が発生し、組立予定の変更がさらに機械加工職場と調達先への特急の増加へと悪循環による影響が広がります。 機械加工職場としては特急と変更のために生産順序と段取が乱され、結局稼働率向上も生産性向上も実現せず、それらの低下を引き起こすことにもなりかねません。
|
|
「単に各設備に稼働率向上を指示しても、稼働率は上がらない」と言うことはご理解いただけたでしょうか? 機械加工職場の生産性が向上している企業では、稼働率も向上しています。しかし多くの企業では、稼働率を向上させる前に必要なことが整っていないために前章のようなことが起きてしまいます。つまりそれこそが機械加工職場の問題の本質と言えます。
御社の機械加工職場には「流れをつくり、コントロールする」という仕組みがありますでしょうか?もしも無い、あるいは弱いのであれば、それが御社の機械加工職場の問題の本質です。 次回は「流れをつくり、コントロールする」とは何なのか、解説いたします。
|
| 株式会社アステックコンサルティング |