第86回 生産性指標の設定と活用方法
生産性グラフを活用した余力の把握と活用方法について |
|
|---|
これまでに製造業における生産性指標の設定方法につき、実践コンサルティングの視点から教科書的な手法ではなく、実態を考慮した現実的な方法(既存データを活用した60点主義でのST設定方法)を説明してきました。また、その中で、生産性の絶対値は必ずしも必要なものではなく、目標設定や異常管理において求められるのはその変化率であることも説明してきました。 |
|
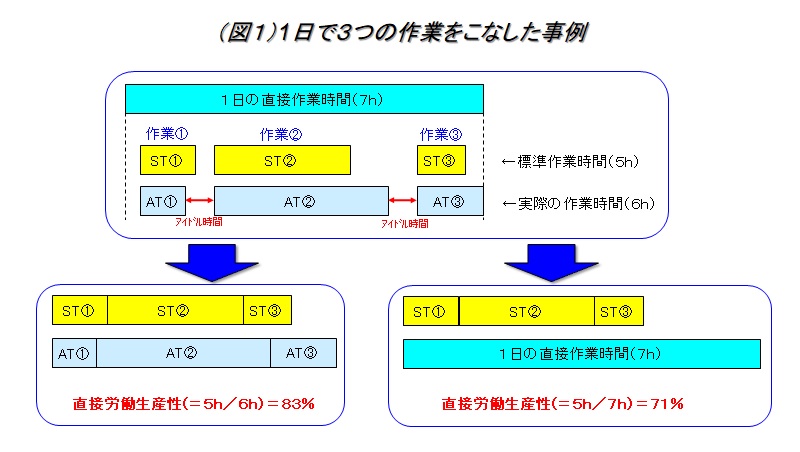
果たして、これでこの現場の労働生産性を正確に表していると言えるでしょうか? |
|
既にお気づきのことと思いますが、職場生産性を算出するのに実際に掛った時間(AT)を把握する必要はないということです。この時間の把握が困難であり多大な時間が掛ることから生産性指標の導入に二の足を踏んでおられる会社が多いのが実態であることはとても残念な話です。 |
|
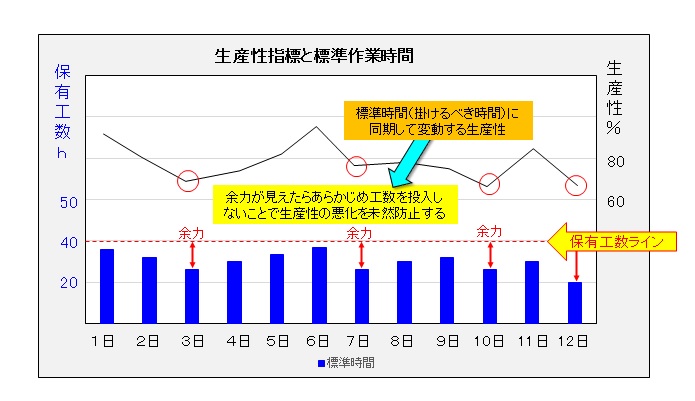
前述のように職場生産性を設定し、自職場の直接労働生産性を見える化できたら、これを活用して効率を上げていく必要があります。ここでのポイントは2つあります。 ① 日々、改善PDCAを廻す② 事前に職場の負荷を把握し、余剰工数は直接作業に投入しない の2点です。これを順に説明していきます。 ① 日々、改善PDCAを廻す ② 事前に職場の負荷を把握し、余剰工数は直接作業に投入しない |
|
これを活用し、事前に投入すべき直接作業時間を決めれば、工数が余剰で間延び作業が発生することを未然防止できます。つまり、毎日、作業密度一定を実現でき、これは生産性が生産数に関係なく一定になるということを示しています。これが、まさに現場管理力ということになるでしょう。多くの会社では生産数が増えると生産性が向上し、生産数が減ると生産性が下がるという現象を繰り返していますが、これは現場管理力がないことを示しています。つまり生産数が減ると、間延び作業や手待ちが横行して効率を下げているということですが、これに気付いていないことになります。 |
| 株式会社アステックコンサルティング コンサルティング本部 チーフコンサルタント 藤居 隆一 |