1.調達改善の進め方 1.調達改善の進め方
|
モノ揃えの改善に向けて、具体的にどのように進めればよいか、最後に解説します。初回にも解説しましたが、モノ作りの現場にタイムリーにモノが揃わない原因の多くは自社に起因したものと言えます。したがって、自らできることを改善することで、モノが揃わないという不具合の多くは解消され、現場でのモノ作りは安定に向かいます。
一口に調達といっても、戦略購買、開発購買、情報購買、そして契約業務、購買業務と幾つかの機能に分けられます(前回触れました)。そして、どこでその機能を果たすか(集中購買と分散購買)と言う切り口を含めて、調達の業務範囲を明確にするところが第一歩です。たいていは、本社組織と工場とで機能が分けられる場合が多いですから、それぞれのカバー範囲を明確に定義します。多くの企業では業務分掌規定として定義されることが多いと思いますので、上記の調達機能が実際の組織でどのように位置づけられているか見直してください。
|
|
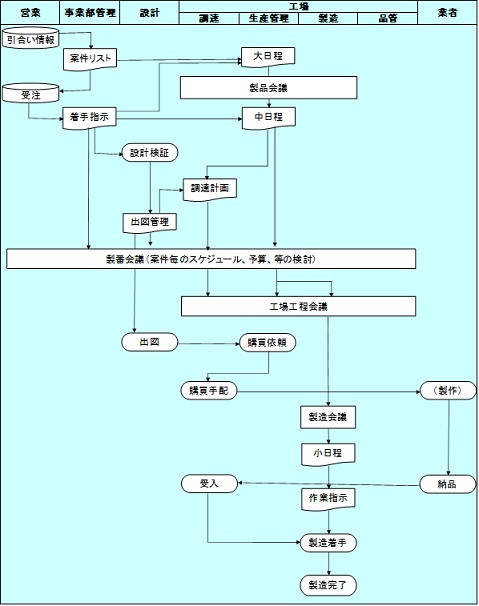
次に、実際の調達業務のフロー(流れ)を詳細に書き下して見ます。上記の図のように、引合から製造完了/出荷までを関連する部門、相手先を明確にして、どのようにモノが流れるのか、そしてどのような情報がどのように流れているのか、その実態を詳細に書き下します。モノ揃えが上手くいっていない企業では、このフローを書き下す段階で様々な問題が浮かび上がります。一例を挙げれば、本来の流れとは異なるルート(多くの場合人間系での情報受け渡し)が存在したり、帳票での情報受け渡しに先行してメール発信されることが常態化していたり、あるいは運用上正規ではない手続きでプロセスが進んでいたり、といったことが見られます。調達フローを書き下すと共に、そのような問題点を抽出することで、現状でモノが揃わないプロセス上の破綻箇所を明確にします。
次に、現状の曖昧なプロセスフローと破綻箇所を修正・改善・本来に戻す、を行う事で、あるべきフローを描きます。当然ながら、情報の受け渡しの方法(帳票等)、情報の方法と加工の場所(会議等)を明確に設定し、定義します。そして、各プロセス(一つ一つのフロー)に必要な時間(リードタイム:L/T)を設定することで、調達活動全体の流れと時間軸を明確にすることができます。調達するアイテムにより、プロセスと時間軸が変化することはありますが、固定できる部分と変動部分が明確になっていれば、アイテムごとのL/Tは確定できます。(変動する部分は、設計関連、調達先L/Tが主たるところ)
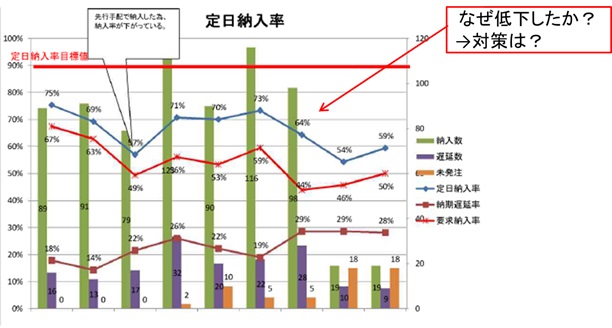
あるべきフローと各プロセスのL/Tが設定されれば、フローの中に幾つかのモニターポイント(チェックポイント)を設定(フェーズ管理)して、完了予定と実績の差異を把握できるようにします。差異(予定との違い)が発生したら、「なぜ違いが発生したのか」をしつこく原因追究することで、再発防止する仕組みを埋め込んでいきます。これを調達安定化に向けたPDCAと呼びます。
ここまで進めば、現場における調達不安はかなり解消されるはずです。例えば、定日納入率は90%を越えてくると期待できます。
|
|
次の改善点は、納入以降に関する改善です。我々が指導に入って、モノ揃えが不十分なケースでかなりの確率で見られるのは、調達品がどこにあるか探し回っているケースです。調達のシステム上は、検収が上がっている(つまり工場に内にあるはず)にもかかわらず、どこにあるかわからないということです。
通常、受入場所は決まっていると思いますが(そうなっていないケースも散見される)、受け入れた後、モノの保管・移動、保管方法、それらの情報管理が不十分なために、いざモノづくりが始まり必要な材料・部品を運ぼうとするとどこにあるか探し回る。これは大きなムダです。既に皆さんはお気づきの通り、現場改善の基本となる2Sが不十分である事に起因しています。受入/検収/運搬/保管のためのルール作りをしっかりやっておかないと、モノ探しに追われ、はなはだしい場合には、モノがない/緊急再発注/工程遅延/完成後発見、などと言う笑えない話が発生する事態となります。当然再発注分はムダなコストとなります。
モノ揃えで、最後の課題は納入品の品質管理です。特に新図面による外注加工や調達先での開発品に関しては要注意です。また、既存品でも発注先を変える(転注)する場合も同様な注意が必要です。調達品の初期流動管理は多くの企業で甘いようです。納入品の不具合による工程停止、修正(場合により再作製)作業による納期遅延、は初期流動管理を行う事で、軽減することができます。特に相手先での作製段階での中間フォロー(検査・指導)は有効ですので、初期流動管理対象品を定義して、管理することを勧めます。
調達相手先との関係構築では、前回も触れたパートナーとしての育成にも目を向けるべきです。相手のある事ですから、こちらの思い通りにはならないケースもありますが、重要部品や重要機能を担っている調達先は積極的にパートナーとしてwin-winの関係構築を目指します。特に、自社に不足している機能を補完している相手先との関係構築は重要です。
|
2.調達改善で得られる効果・成果 |
調達業務は非常に専門性の高い業務であるため、ともすると属人的業務に陥りがちになります。属人的業務で調達を行うと、周囲から進捗が見えなくなると共に、業者との思わぬトラブルを引き起こす温床となることもあります。
各自が勝手なデータベースを使った業務から脱却し、共通・共有のデータベースで業務と進捗を見える化することで、互いにフォローし合える体制に移行します。取引相手とは個対個の関係から会社対会社の関係作りをすすめ、組織としての、発注・交渉業務遂行を図ります。
|
|
一方で、専門性を高める視点で言えば、これからの調達では、ネゴシエーション、ファシリテーション、コーディネーション能力の重要性が高まっていきます。つまり、周囲とのコミュニケーション全般にわたる能力開発です。将来に向けて、調達メンバー個々の能力が高まることで、さらに高いレベルの付加価値創造が目指せます。
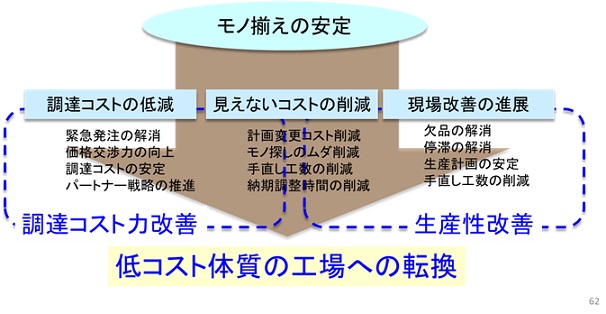
調達改善活動を通じてモノ揃えを安定化すると、緊急発注や調達品不良等に伴う追加コストの発生を防止することで調達コストそのものを削減でき、調達不具合に伴う計画変更、モノ探し、手直し等による見えないコスト(結局は調達コストに跳ね返る)を無くすことができ、さらに現場に対して欠品や納期遅延に伴う計画変更を無くすことで、言い訳できない改善を促すこともできるようになります。
モノづくり現場に安心感を与え、計画どおりのモノづくりに専念させることで、生産性向上への課題がより明確に見えてきます。さらに、モノ揃えが安定することは調達部門にも余裕が生まれ、新たな付加価値創造業務への展開を図ることができます。これにより、工場として継続的に利益を生み出せる「低コスト体質の工場」への脱皮が図れるのです。
|
株式会社アステックコンサルティング
|